- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Home > Products > Drilling Tapping Milling Machine > CNC Drilling Tapping Machine > CNC Drilling Tapping Milling Machine with 4th Axis









CNC Drilling Tapping Milling Machine with 4th Axis
Yueli, a professional manufacturer and supplier in China presents the CNC Drilling Tapping Milling Machine with 4th Axis, a factory-grade solution designed for precision metal machining, boosting productivity, accuracy, and cost efficiency.
Send Inquiry
Product Description
As a trustedleadingChina manufacture, Yueli’sCNC Drilling Tapping Milling Machine with 4th Axis is engineered to deliver high-precision, multi-process metal machining. This advanced solution integrates drilling, tapping, and milling functions with a 4th axis system, helping manufacturers improve productivity, reduce labor costs, and achieve consistent machining accuracy across complex components.
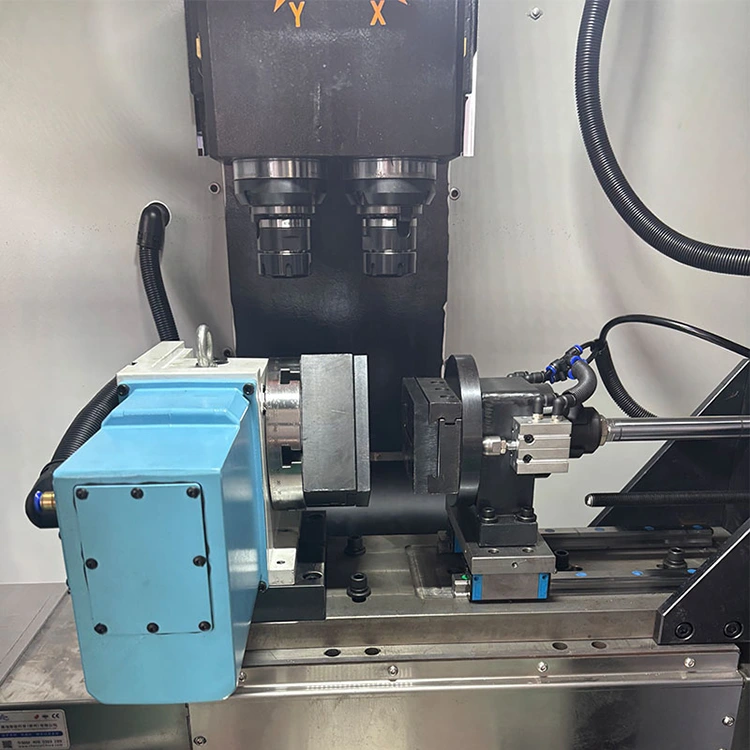
What Is This Machine?
The CNC Drilling Tapping Milling Machine with 4th Axis is a high-performance multi-functional machining solution designed for drilling, tapping, and milling operations on various
Key Features & Advantages
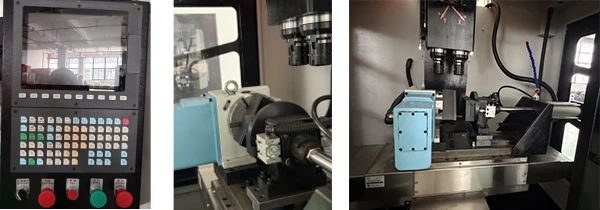
Advanced CNC Control System
· Taiwan-based CNC system with intuitive touchscreen interface
· Easy programming and fast learning curve
· Stable operation for continuous industrial use
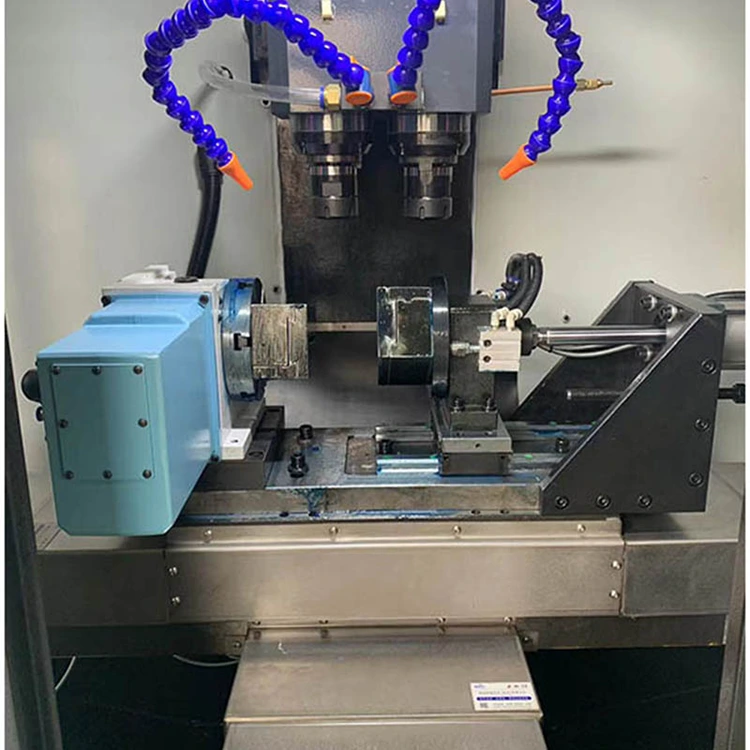
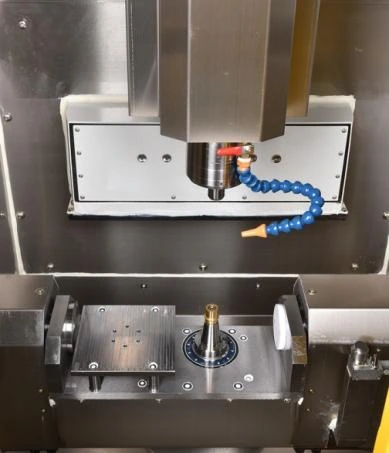
Multi-Function Machining Capability
· Supports drilling, tapping, and milling on both axes
· Rigid tapping enabled by 5.5KW servo spindle motor
· Variable speed control (0–3000 r/min) for flexible processing
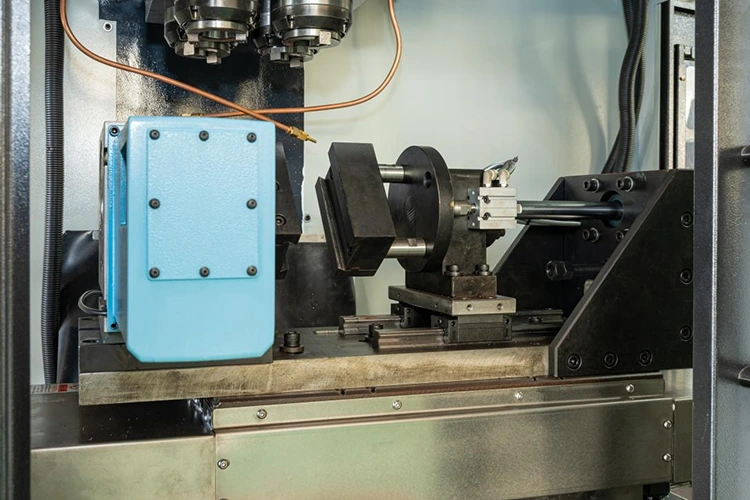
4th Axis Integration
· Enables multi-angle and multi-surface machining
· Improves productivity by reducing repositioning time
· High indexing accuracy and repeatability
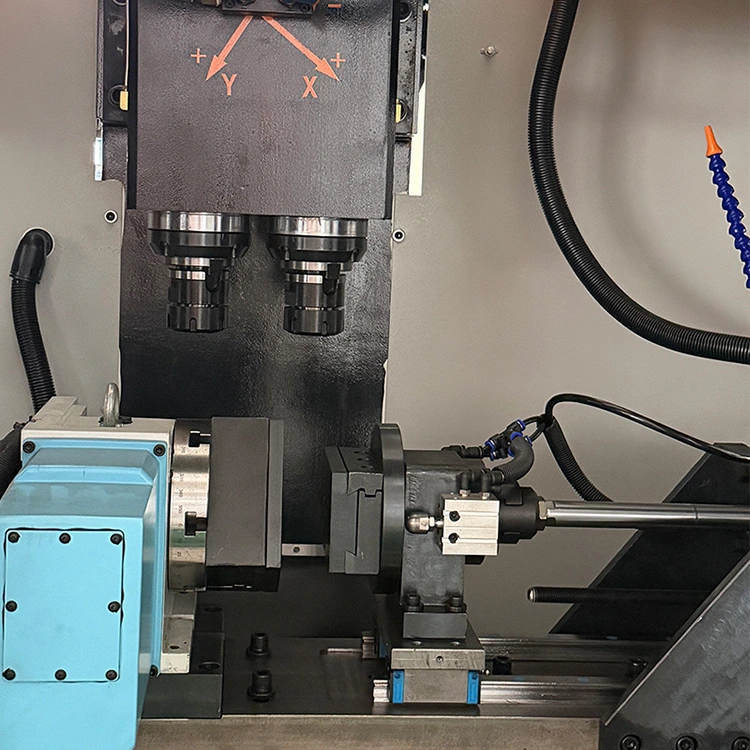
High Precision & Stability
· Ball screws and linear guides ensure smooth movement
· Repeat positioning accuracy meets strict tolerance standards
· Heavy-duty structure supports stable cutting performance
Industrial-Grade Components
· HIWIN linear rails and premium ball screws
· Imported pneumatic components for reliability
· Fully enclosed protection for a clean and safe workspace
Equipment Outline Drawing

Technical Parameters
|
|
Name & Specifications |
50-Series 2-Axis Linear Guide |
|
Specifications |
|
ZSK 520 |
|
Max. X-axis Travel (Lead Screw) (mm) |
400mm |
|
|
Max. Y-axis Travel (Lead Screw) (mm) |
280mm |
|
|
Spindle Sleeve Diameter (mm) |
105mm |
|
|
Spindle Taper |
BT40 |
|
|
Z1/Z2/Max. Travel (mm) |
110mm |
|
|
Spindle Center Distance (mm) |
120mm or 240mm (Optional) |
|
|
Spindle Face to Table Surface (mm) |
250/500mm |
|
|
Spindle Centerline to Bed Guide Surface (mm) |
250 |
|
|
Max. Drilling Diameter (mm) |
50mm |
|
|
Max. Tapping Diameter (mm) |
50mm |
|
|
Spindle Speed(r/min) |
0-3000 r/min |
|
|
Spindle Motor Power (kW) |
5.5KW |
|
|
Overall Dimensions (L×W×H): |
1700*1850*2250 |
|
|
Machine Net Weight (kg) |
1600KG |
|
Main Configuration
|
NO. |
Name |
Configuration |
Quantity |
Remarks |
|
|
1 |
CNC System |
Taiwan Yitu |
1 unit |
|
|
|
2 |
Servo Motor |
Yitu |
4 units |
2x Brake Motors |
|
|
3 |
Spindle Servo |
Huahong |
1 unit |
5.5 kW |
|
|
4 |
Electrical Components |
Guobiao |
1 set |
|
|
|
6 |
Ball Screw |
Dinghan |
3 sticks |
Pitch: Z-axis 10 mm; X/Y-axes 16 mm |
|
|
7 |
Coolant Tank |
|
1 set |
|
|
|
8 |
Linear Guide |
HIWIN |
6 pieces |
|
|
|
10 |
Chip Removal System |
Taiwan Yitu |
1 |
Automatic Chip Conveyor |
|
4th Axis
|
No. |
Parameter Name |
Specifications |
Remarks |
|
1 |
4th Axis Center Height |
135mm |
|
|
2 |
Faceplate Diameter |
150mm |
|
|
3 |
Faceplate T-slots |
4-12 |
|
|
4 |
Reduction Ratio |
1:36 |
|
|
5 |
Max. Rotational Speed |
80rpm |
|
|
6 |
Allowable Cutting Torque |
35Kg/m |
|
|
7 |
Clamping Pressure |
20kg/㎡ |
|
|
8 |
Clamping Torque |
35Kg/m |
|
|
9 |
Indexing Accuracy |
20sec |
|
|
10 |
Repeatability |
4sec |
|
|
11 |
Allowable Load |
140Kg |
|
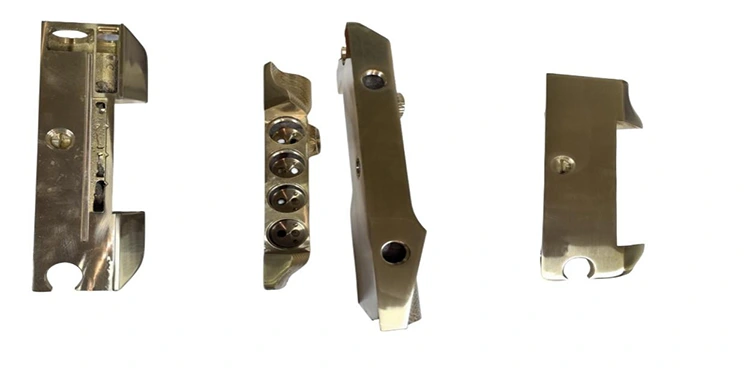
Product Application
The CNC Drilling Tapping Milling Machine with 4th Axis is widely used in:
· Plumbing and sanitary hardware manufacturing
· Fire valve and fluid control components
· Automotive and motorcycle parts
· Home appliance hardware
· Aerospace and precision engineering


Process & Manufacturing
1. Cast iron undergoes high-temperature tempering and more than six months of aging treatment.
2. Rigorous assembly processes (linear guide rail assembly, ball screw assembly, bearing assembly, etc.).

3. Excellent scraping techniques (motor base scraping, spindle end face scraping, column mounting surface scraping).

4. Scientific production and manufacturing with a fully traceable quality control system throughout the entire process.
Quality Assurance
1. During pitch error detection, the straightness of the linear guide rails in both the XX and YY directions can be measured simultaneously, ensuring the machining and assembly accuracy of each machine component. The actual positioning accuracy and repeat positioning accuracy of the machine tool are measured.
2. Conduct whole-machine inspection of spindle perpendicularity and worktable flatness, ensuring accuracy within 0.01 mm.
3. Conduct whole-machine inspection of the perpendicularity between the Z-axis guide rail and the worktable, ensuring accuracy within 0.01 mm.
4. Conduct whole-machine inspection of the perpendicularity between the X-axis and Y-axis guide rails, ensuring accuracy within 0.005 mm.


Hot Tags: CNC Drilling Tapping Milling Machine with 4th Axis, China, Suppliers, Manufacturers, Factory, Price, Quality, Quotation
Related Category
Auto Drilling Tapping Machine
CNC Drilling Tapping Machine
CNC Turret Machine
Manual Drilling Tapping Machine
Specical Purpose Machine
Metal Cutting Machine
Send Inquiry
Please Feel free to give your inquiry in the form below. We will reply you in 24 hours.